Enjeksiyon Prosesinde Yaşanan Problemler ve Çözümleri
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022
Çevrim zamanı; enjeksiyon kalıplama uygulamalarında karlılığı etkileyen başlıca faktördür.
Çevrim zamanı; enjeksiyon kalıplama uygulamalarında karlılığı etkileyen başlıca faktördür. Çevrim zamanındaki 1 saniyelik sapma, günün sonunda kar veya zarar olarak hanemize yazılır.
%10 kar ile yapılması hedeflenen bir baskı işini baz aldığımız da; bu işi 20 sn lik çevrim zamanına göre fiyatlandırıp çalışmalarımızı buna göre yaptıktan sonra, bazı nedenlerden (enjeksiyon makinesi ayarları yapılırken; bazen bilgi-beceri eksikliği, bazen işlerimizin yoğunluğu dolayısı ile bir an önce bir sonraki işe geçmek istememiz vb.) dolayı bu işi 21 sn lik çevrim zamanı ile yaptığımızda kar oranımız başlangıçta öngördüğümüz %10 dan %4-%5 mertebelerine düşecektir.
Çevrim zamanını etkileyen onlarca detaydan, strok-mesafe ayarlarına değinelim;
Örneğin; Kalıp açma mesafesi son pozisyonunun, ürünün kalıptan sağlıklı düşmesi için yeterli olan 200mm yerine 220mm olarak set edildiğini varsayalım;
* Günlük baskı sayısı 4000 baskı/22 saat (20 sn çevrim zamanı ile)
* Kalıp açma son pozisyonundaki 20mm nin günde;
(20mm)*(4000baskı)*(2)= 160000mm= 160mt
1- Kalıp ve mengeneyi 160 mt hareket ettirebilecek kadar ENERJİ İSRAFI
2- Zaman olarak ise;
Mengenenin 300mm/sn hızla hareket ettiğini düşünürsek;
(20+20)mm / (300)mm/sn = 0,133 sn bir çevrimde boşa geçen zaman iken
4000(baskı)*(0,133 sn)= 532 sn ise bir günde boşa geçen zamandır.
Enjeksiyon makinesinin, kalıbın ve malzemenin performansı zaman, basınç ve sıcaklık değişkenlerine bağlıdır.
21-09-2022

Plastikler moleküler yapılarına bağlı farklı nem çekme kapasitelerine sahiptirler.
21-09-2022
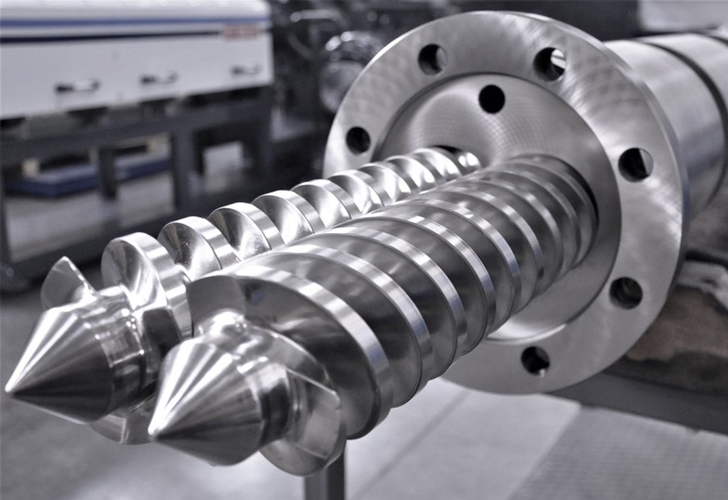
Plastik makinelerinde, plastiğin eritildiği ve şekil verilebilir hale getirildiği kısım kovan ve vidadır.
20-09-2022
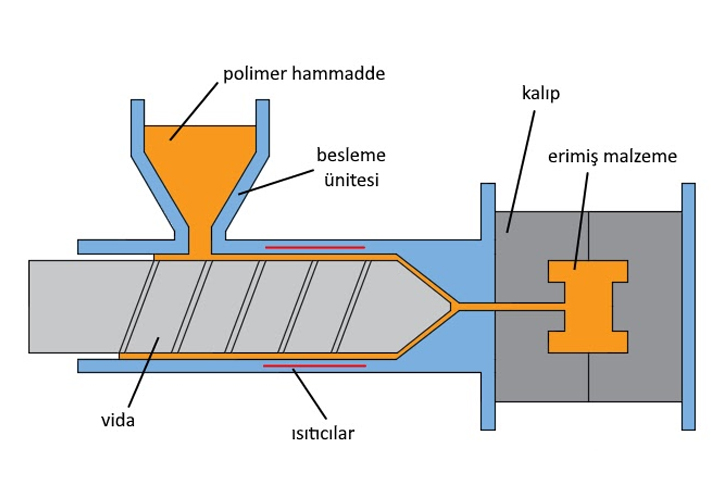
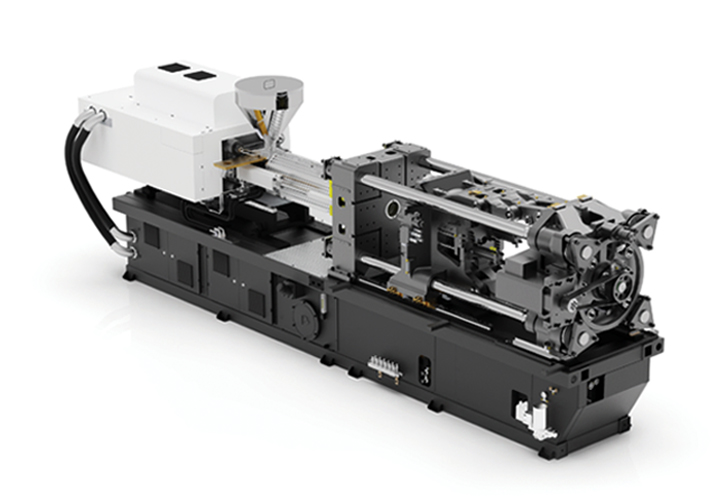
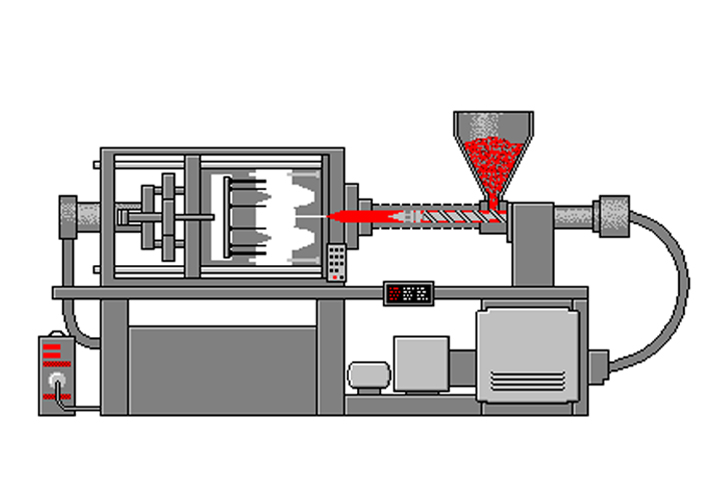
Plastik enjeksiyon, sıcaklık yardımı ile eritilmiş plastik hammaddenin bir kalıp içine enjekte edilerek şekillendirilmesi ve soğutularak kalıptan çıkarılmasını içeren bir imalat yöntemidir.
20-09-2022

PET hammaddenin kurutulması pet şişe ve preform üretiminin en önemli proseslerinden birini oluşturmaktadır.
21-09-2022